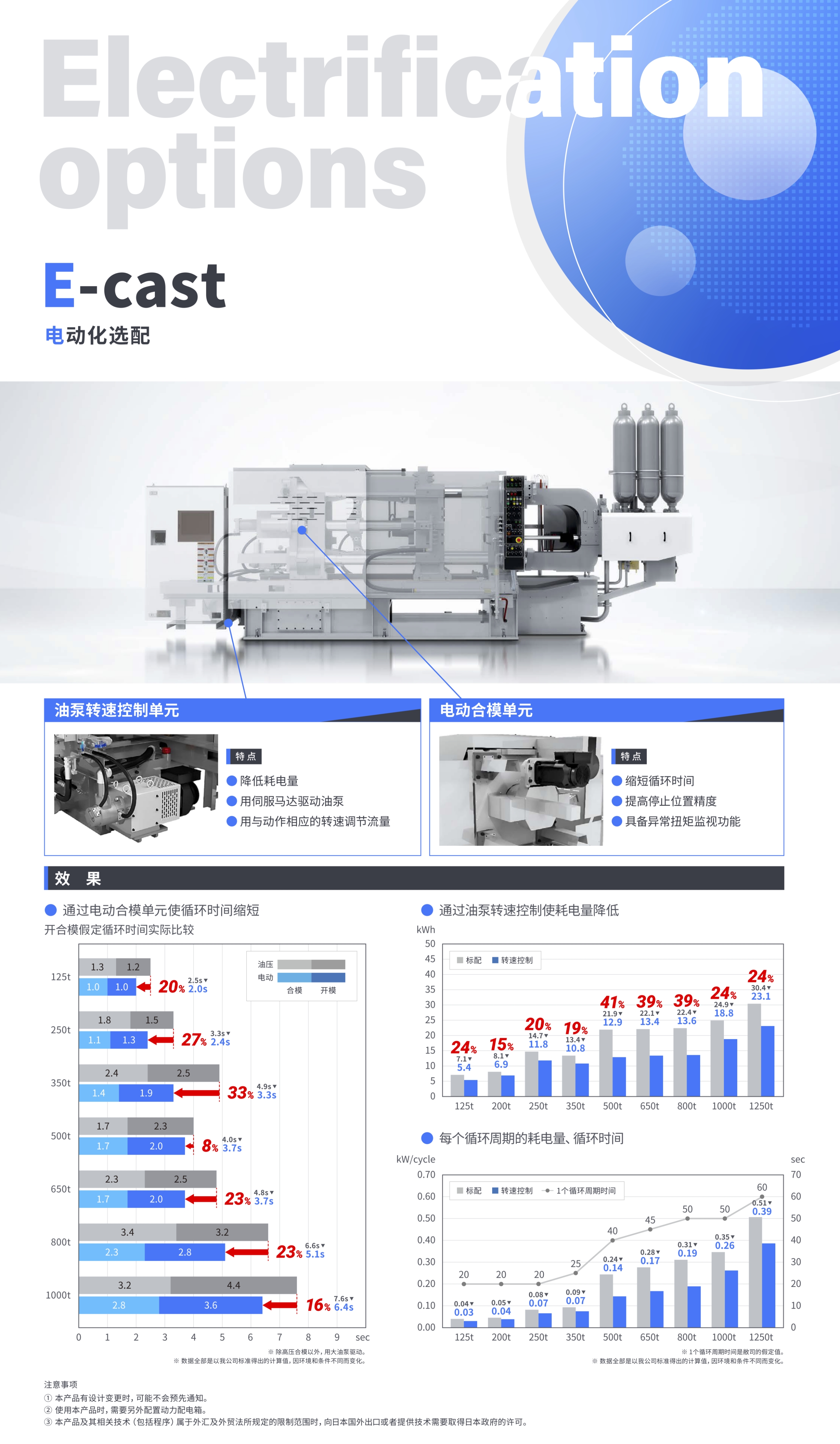
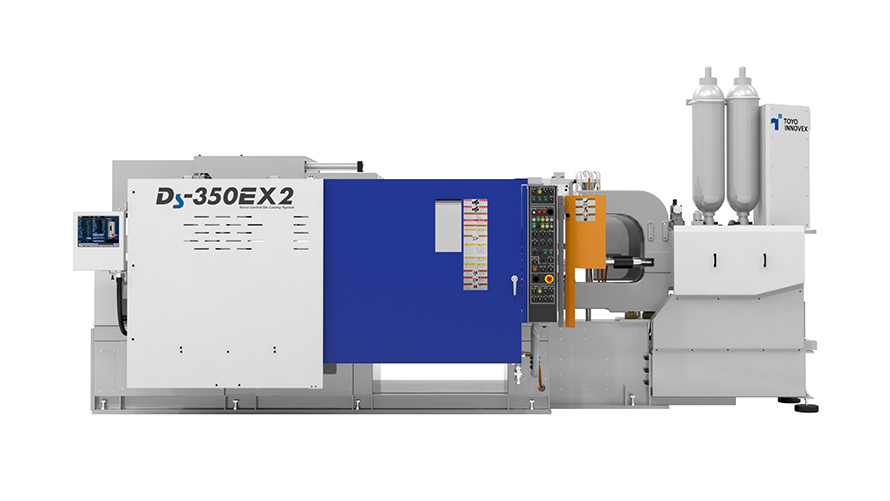
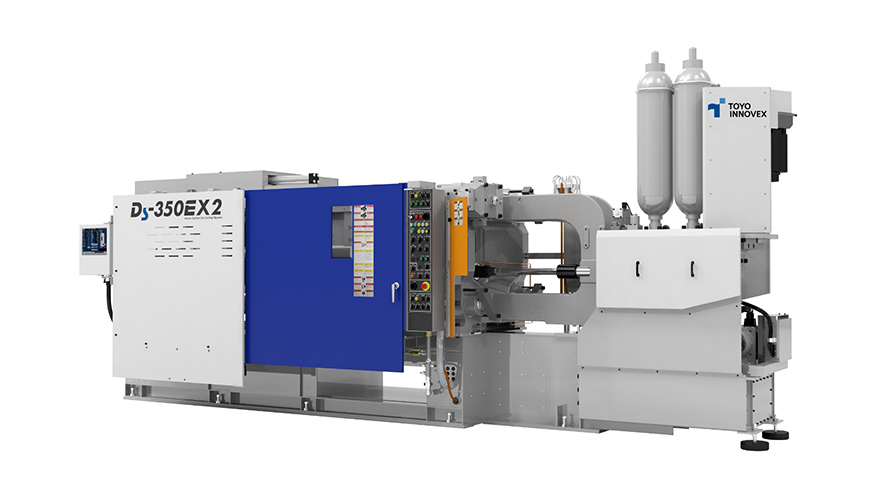
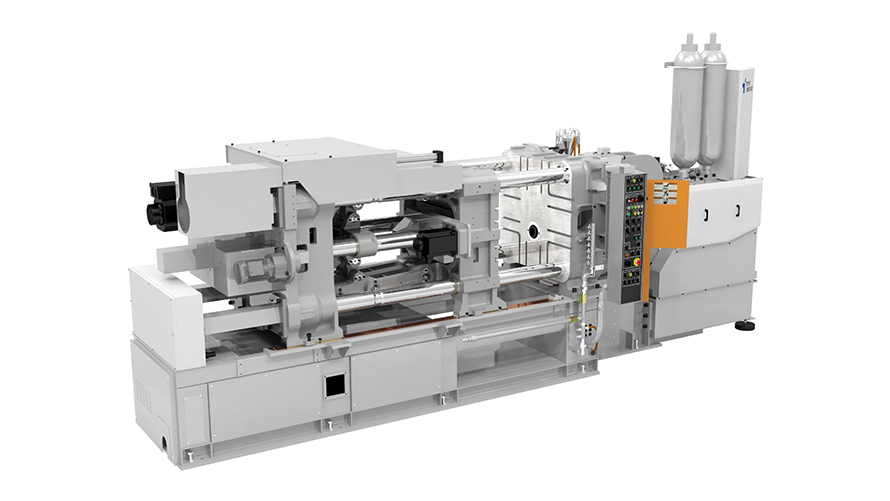
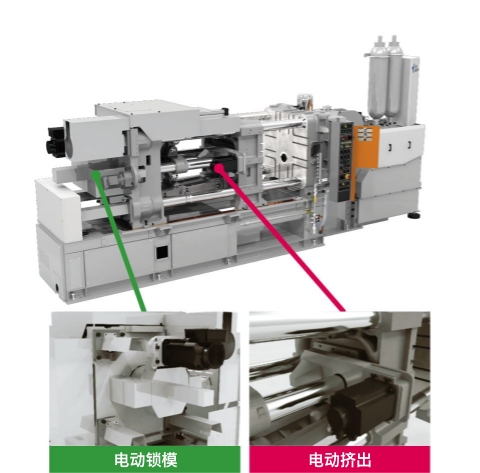
环保型电动压铸机
注塑单元搭载可实现高速注塑加速的独创技术“THRV系统”
产品特点
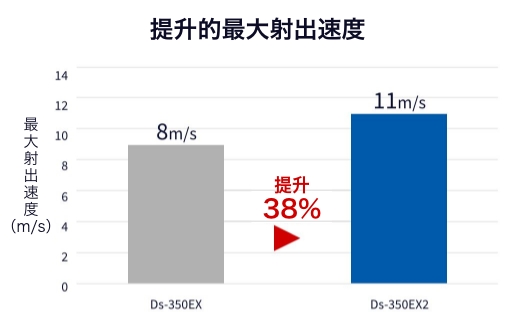
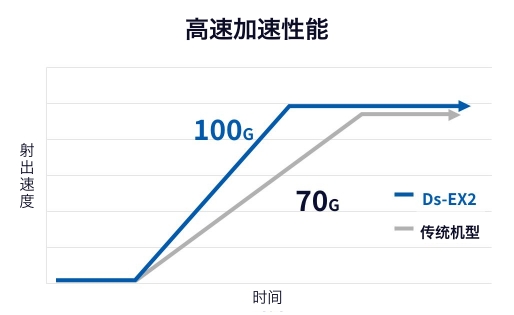
通过采用代表独创液压技术的THRV系统※,实现了比传统机型更优异的高速加速性能。在铸件外观对比方面,通过缩短充填时间,可在金属表面熔液凝固前完成填充,有效抑制熔痕产生。
※THRV System:TOYO High Response Valve System
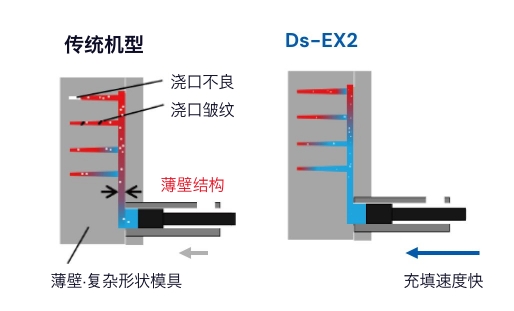
效果 减少薄壁部位缺陷
通过高速填充,可在熔液凝固前完成薄壁部位的填充,有效抑制浇口不良及浇口皱纹的产生。
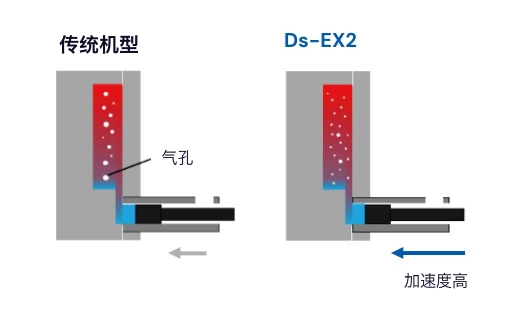
效果 气孔扩散与微细化
熔液通过浇口后因射出急加速形成雾化状态,使导致气孔的气泡细微分散,从而提升压铸件品质。
铸件外观对比
通过缩短充填时间,可在模具表面熔液凝固前完成填充,有效抑制熔液皱纹。

电动增压注射结构解析
液压式通过蓄能器储存的油推动增压活塞实现增压。而电动增压则通过伺服电机驱动加压杆实现增压。伺服电机驱动控制可实现压力补偿与多级增压。

注射动作示意图与增压性能
通过电动驱动部件的轻量化及优化控制提升增压性能,可在熔液凝固前传递压力,从而缩小铸造气孔。

多级增压注射的优势
液压式在增压过程中无法改变压力升压速度及最大压力。而电动增压可在升压过程中自由调节压力,实现与熔液凝固状态匹配的增压控制。该特性对薄壁与厚壁共存的复杂形状铸件尤为有效。

高定位精度
采用伺服电机驱动控制,相比液压式可实现更高定位精度。
高循环
伺服电机驱动控制在加减速性能上更优,可在抑制冲击的同时实现更高速度的开模闭模。开模闭模,顶出,芯棒驱动源采用独立系统,可实现复合动作。复合动作可进一步缩短循环时间。
负载监控功能
通过伺服电机实时监测负载,当挤出阻力异常升高时触发警报并自动停机,最大限度减少模具损伤。
电动驱动实现节能减排
相较于液压机(BD-V7EX),Ds-EX2通过电动驱动实现更低能耗,有效抑制二氧化碳排放。为客户实现碳中和目标提供有力支持。

电动驱动实现工作油量削减
Ds-EX2仅在注射环节采用液压驱动,相较液压机(BD-V7EX)可减少工作油用量。通过削减工作油量,为环境保护作出贡献。

增压单元采用竖直设计,较传统机型及液压机更节省空间。同时将控制部件收纳于机架内部,无需独立控制柜,可提升工厂布局自由度并增加有效使用面积。

为响应用户需求提升功能性,从“可视性”“功能性”“维护性”“便利性”四大维度开发了“SYSTEM700EX”。

- 可视性
-
- 设备运行状态可视化
- 精致化设计
- 维护性
-
- 报警详情显示
- 注射回路显示
- 功能性
-
- 注射曲线性能提升
- 报警显示
- 废料射出功能增强
- 自动排料功能支持
- 便利性
-
- 监控累积显示功能
- 用户数据备份保存
- 曲线数据CSV格式保存
- 各历史记录条目增加&CSV格式保存
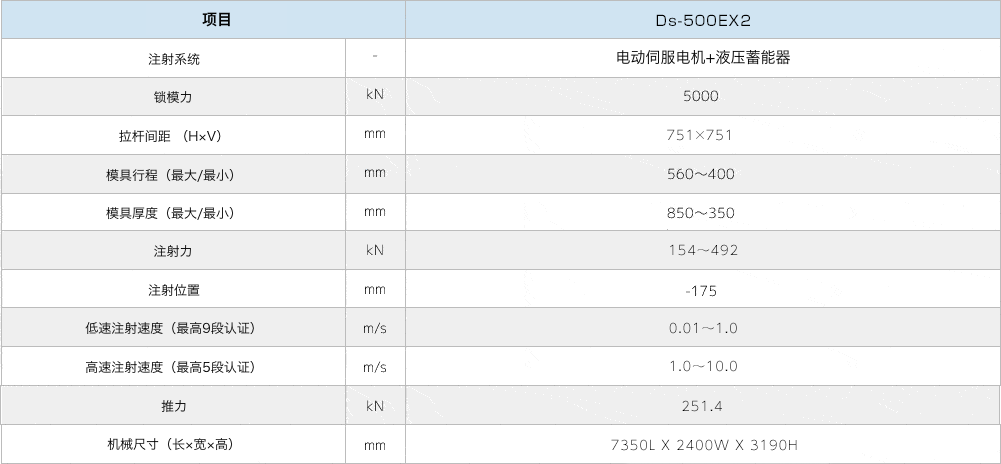
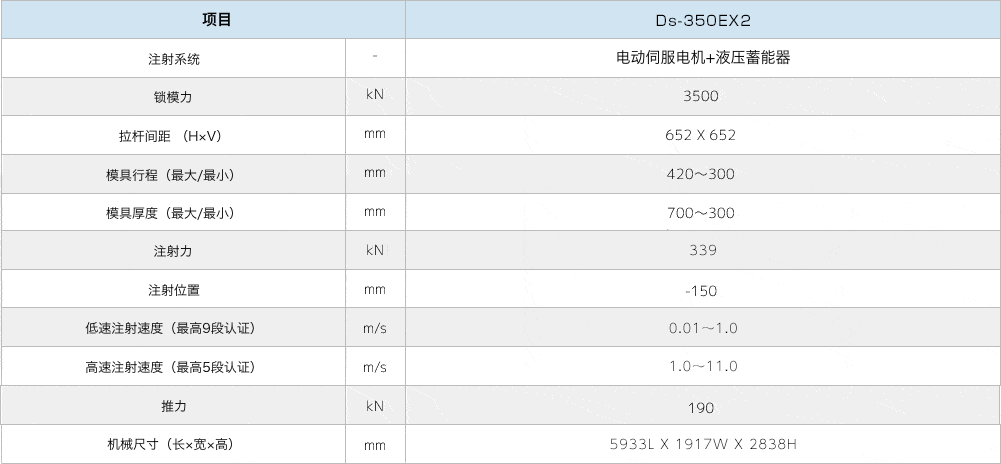
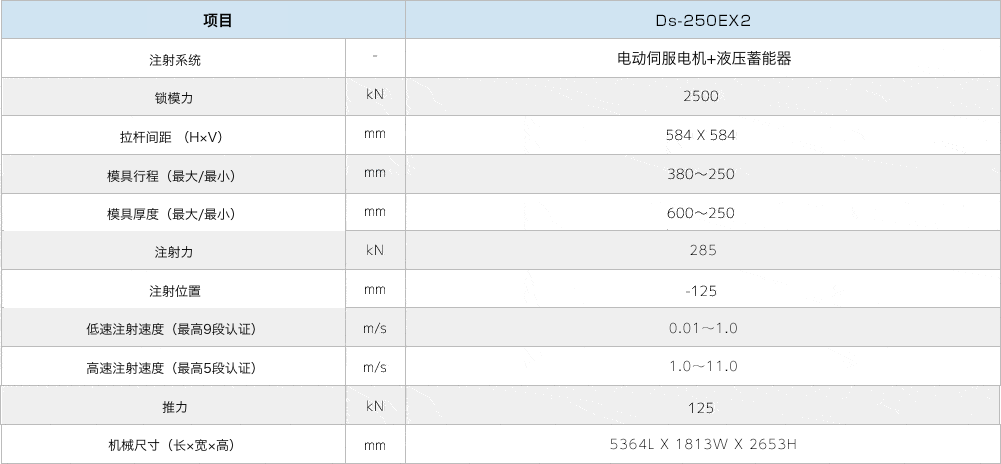
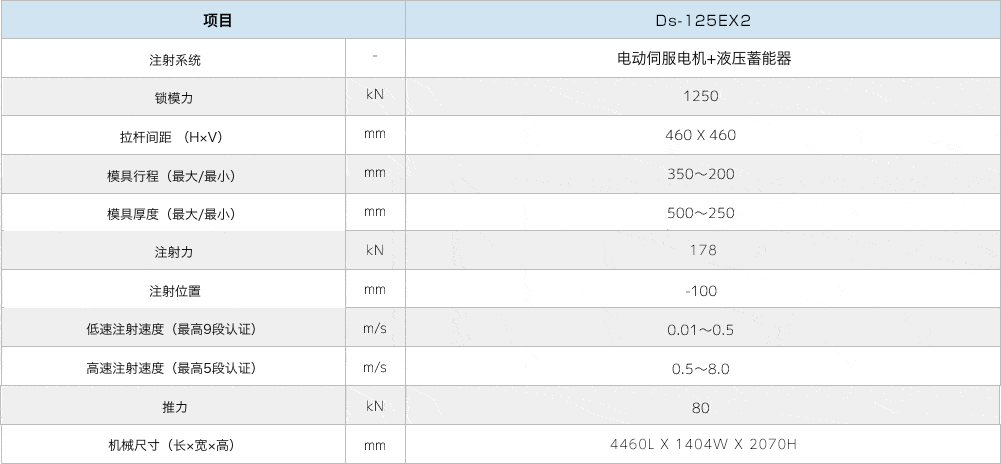
主要规格
关联技术·产品
介绍本公司独有技术。可作为选配件安装。
压铸机